

その1 ボディーデザインと外装パーツ編
存在しない形を作る“現合”の方法論
RC335C=RC250Mの復元・復刻プロジェクトは、ロードレース世界選手権参戦50周年の2009年に行われた「RC142」の復元・復刻とほぼ同時期にスタートしている。RC142がロードレースでの原点であるなら、RC335Cはモトクロスの、そして2ストロークの原点であることは言うまでもないだろう。
いわば“自分たちのルーツを確認することで、技術にかけるそのスピリットを再認識する”というのが復元・復刻プロジェクトの意義であり、その具体的なコンセプトは以下の通りである。
| 1.Hondaの歴史を語る初期の製品やレーシングマシンの復元と動態保存をすることにより、技術の伝承と製品を後世に伝える。 2.復元・復刻作業を通じて、原点技術を体験・体得する。 |
||
| (1)作図、部品製作を通して、当時の設計者のアイデアや設計思想を感じとる (2)本物の復刻品製作過程で、若い技術者が匠の技を体験し、技術の伝承を図る (3)完成車製作において、オリジナルを彷彿とさせる「姿(形ではなく)」や記憶を呼び起こす「走り・音」の再現を目指す |
||
1972年のRC335Cは、1959年のRC142よりも十数年新しいマシンということもあってか、設計図面の9割は現存していた。しかし、それはごく基本的な設計・構造を表す物であって、実際のところは“完成形”と言える仕様を伝えるものは、ほとんど残っていなかったのだ。
なぜなら、文字通りゼロから設計を立ち上げ、短期間で勝利を目指したその製作においては、毎戦どころか走るたびに“現合”で仕様が変更されていったため、図面にその変更が反映されることはなかったからだ。つまり、72年の初優勝を記録したマシンの具体的な図面は“存在しない”ということになる。このため、RC335C復元・復刻プロジェクトにおける多くの作業には、その変更や作業を記録した“仕様書”を基に、推察や考察を加える必要があった。
2007年、RC142より早い段階でエンジンに部分着手し、RC142が完成した時期にはエンジン外観はでき上がり、ミッションとクラッチの駆動系関連を2011年に製作。その後、正式に完成車を製作することが決定し、エンジンをアッセンブリ。12年後半から車体製作を開始して14年初めに完成と、今回の復元・復刻プロジェクトには足かけ4年の時間を要している。
ボディーデザインの試行錯誤
例えば、直接その性能に結びつくエンジンやフレームは、“形を再現する”という点に関して、図面=基本設計と、仕様書=変更記録によって、ほぼ把握することができた。しかし、これが燃料タンクから始まる外装デザインになると、図面に具体的な寸法などはなく、「石こうモデルによる」と指示されていただけだった。
性能向上のための作業で手一杯だったのか、それとも適切な形状を見つけるための作業を繰り返したのか、その“形”には一切の記録はなく、担当となった若いエンジニアたちは現存するマシンの写真を頼りに、雲をつかむような思いで手探りの作業を繰り返すことになったのである。
燃料タンクとシートは、かき集めた実車の数少ない画像との入念な照らし合わせによって仕様や形を探していく作業となった。いわば、当時そこにあったであろう“形”を“徹底的に探す” 作業であり、仕上がりにいき着くまで微調整に膨大な作業時間が割かれている。なにしろ、RC335Cの燃料タンクは曲面で構成された丸い形状なので、撮影時の角度や条件で見え方が全く異なる。
「燃料タンク表面の映り込みの具合で再現性を確認するなど、どの画像を造形の基本に据えるかで苦労しました。なにしろ、オリジナルのデザインそのものが現場合わせで成り立った形であり、量産車のように厳密に整理された面形状ではなかったため、『本当にこんな形だったのだろうか?』という不安感に取り付かれたこともあります。関係者全員であらゆる検討をして、実車に取り付けてスタンディングまでしてみました」とモデラーの鈴木は言う。
このような理由で形が曖昧のまま、なかなか定まらず、完成となるまで非常に手間と時間がかかった。造形作業はRC335Cのレプリカとして市販された、「エルシノアCR250M」をベース車にして進められ、あらかたの形状はすぐできたが、そこからの仕上げの微調整では、なかなか“答え”が見つからず苦労したという。
作業の最終段階では型加工用の3Dデータ制作を行っているが、クレイ形状の再現が難しく、燃料タンク前方に設けられた取り付け部分では最後まで何度もやり直してその形状を決めたという。これはシートに関しても同様だ。
「そのベースとなるシート底板の図面や寸法はあったものの、それ以上の情報がありませんでした。このため、形状は画像から起こすしかなかったですし、クッション材の選定にも時間がかかりました」とシートを担当した池田。
このように外装関係の形状データは、試行錯誤の末に完成した。今度はそれを基に実際の成形を行ったわけだが、これもまた一筋縄では行かなかった。

燃料タンクはその形の再現性にこだわり、徹底的に形状を分析して造形した労作である。右下は最終的に完成した3Dデータ

フレームへの取り付け部の造形では、最後までデザイン的試行を繰り返した
“現合”に求められる“手作業”と“勘”
燃料タンクは厚さ1.5mmのアルミ板を叩き出して成形している。基本形を作る成形にはプレス加工を用いたが、極端な絞り込み部分や、面の折り込み部分では材料に亀裂(破断)が生じることが何度もあった。
金属の組成が著しい変形に負けて破断したり、しわが寄ったりする現象はプレス加工について回る。曲げるということは、どこかが歪むということである。一定の体積の材料を伸ばすことは、厚みが変わることである。要するに、プレス加工は、材料が破断する寸前まで変形させる作業だ。
したがって、「材料をどの方向に、どのくらいの力で変形させるのか。そのために、どこを押さえて、どのくらいの角度で曲げればいいのか」と考えて、金型の形状と工数が決まる。しかし、成形時に発生する破断やしわの予測は非常に困難であり、ましてやワンオフである開発途上のファクトリーマシンであるなら、手作業の叩き出しで成形加工するのが当然であったことだろう。
「幸運にも(RC335Cの直後に開発された)RC125Mのタンクが残存していたので、それを参考にしながら、手で叩いて仕上げの微調整を行いました。成形加工にプレスと叩き出しの両方の方法を用いたのは初体験でした」と燃料タンクの板金を担当した山崎。
「板金用の型に関しても、叩いて大丈夫な硬い樹脂を探して何度もトライしました。その結果、型用ウレタン樹脂の中で最も硬い材料を使用しています」と素形型担当の竹野も言う。
当時から比べると格段に技術の発達した現代において、特に量産車の製造では経験し得ないであろう成形方法を学ぶことは、この復刻・復元プロジェクトの意義の一つでもある。このような非日常的で貴重な経験が、若いエンジニアの知識と技術の幅を広げていく。
「現代の量産とは全く違う方法が使われていたので、これを学ぼうと思い、徹底してやってみました」と言うのは、エンジンに関連してチャンバーの成形を担当した舟山である。
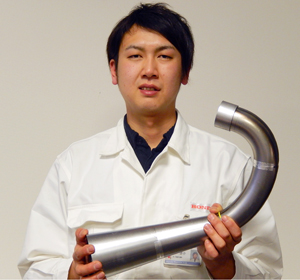
RC335Cのエキゾーストパイプには、量産車の金型プレスや、ファクトリーマシンの輪切り状の筒の接合ではなく、水圧成形を用いている。これは、ある程度成形した左右分割のパイプボディーをモナカ合わせにし(平たい長円断面になる)、そこに高圧で水を注入することで円断面に膨張・変形させる方法だ。
この方法は金型を使わず、また溶接の頻度も少ないため、曲がり角度の強いエキゾーストパイプを短時間で成形するのに適していたのである。しかし、13MPa(水深1300mの水圧に相当)という高圧を用いて変形させるので、溶接による熱影響部に亀裂や破断が起きやすく、モナカ合わせに成形する際の溶接や、板金加工での打撃に非常に繊細なコントロールが求められたのである。
その完成には、何度も試行を繰り返し、板金で用いるハンマーの材質にまでこだわる必要があった。いわば、当時の“匠の技”を確認・検証する結果となったのだ。

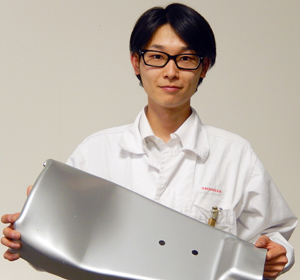
燃料タンクの製作では、最初に比較的平滑な側面部分をプレス成形

複雑な曲面で構成される部分と、全体の仕上げは、手叩きの板金加工で行った

エキゾーストパイプの水圧成形。切り出した板材を凹状に成形した後、ボックス状にモナカ合わせに溶接。この内部に水圧をかけて円断面に近い形に膨らませ、最後に両端を切り落とせば、きれいなRを持ったエキゾーストパイプが完成する。
当時をうかがい知る先端材料!?
結局、“物を創る”という行為には、創意工夫を“形”として実現するための、人間の手と勘による作業が必要となる。RC335Cはそのことを象徴する一つの存在であり、当時のエンジニアたちが莫大な予算を使いながら、文字通り“やれることは、すべてやった”と言う切磋琢磨の足跡でもあるのだ。その様子は外装パーツに使用された材料や仕上げにも見ることができる。
最も特徴的なのは、シート底板やゼッケンプレートの材質だった。これらに使用されているのは「プラニウム」と呼ばれた材料で、厚さ0.3mmのアルミ板でPP(ポリプロピレン)樹脂をサンドイッチしたものだ。(「プラニウム」とは、プラスチック+アルミニウムから合成された名称で、現在も建材として流通している)。
この複合材料を使った目的は軽量化と強度確保の両立であり、PP樹脂のみだと軽いが強度が足りず、アルミのみだと強度はあるが重くなってしまうという問題をクリアしようという工夫である。樹脂の物性や成形技術が未熟であった当時においては、これがベストの選択だったというわけである。
開発当初は軽量化が大きな課題だったHondaのモトクロスモデルを象徴する一端であり、プラニウムのシート底板は73年のエルシノアCR250/125Mにも採用されている。このプラニウムの成形には、当初熱を加えての成形を試みたが、PPの溶融温度がアルミの変形温度より低いため、PPが先に溶けてしまった。このため常温での成形を行っている。これもまた図面がなかったため、画像を参考に再現した。
前後のホイールも独特だ。ホイールハブはエルシノアCR250Mの物をベースに作成できたが、アルミリムの仕様を再現するには困難さがともなった。現在のアルミリムはヘアライン処理か、アルマイト処理の光沢仕上げになっているが、RC335Cではマット(つや消し)のアルマイト処理が採用されていたため、現在と製法レシピが全く違っている。
結局、これは協力メーカーである大同工業(株)に製作を依頼し、試行錯誤の末に完成した。そのレシピの再現はもとより、アルマイト処理はアルミの材料を調質した電解液に浸けて行うので、それこそ生産ラインを止め、電解液を変えて行うほどの手間がかかっている。
「そういった意味では、最もコストがかかっている部分かもしれません。そこまでやってリムを再現したのですから、リムに刻まれる刻印と、貼られた商品シールも当時の印刷方法によって忠実に再現しました。自慢の部分です」とシャシー担当の久保山は言う。
この“力作”のリムに装着されていた当時のタイヤは、スウェーデンのトレルボルグを使用していたことが分かった。なんとかオリジナルを装着したいと、商社に依頼して9カ月ほど探索したが、すでに40年以上前の商品なので、会社名ですら変わっており、発見には至らなかった。したがって、ここはビンテージモトクロス用の国産タイヤを使用している。
前後フェンダーはRC335Bのものが基準になっており、RC335Cではそのカット形状と取り付け角度が異なるだけだった。フロントフェンダー先端に付く黒いフラップも忠実に再現したかったので、どんな由来の物なのか探した結果、当時の軽四輪車「ライフ」のリアタイヤのフラップ(マッドガード)であることが判明した。
ちなみに、このフラップにレリーフされている「H」マークは当初から四輪車専用であり、Honda二輪ではおそらく唯一の「H」マーク使用だと思われる。
燃料タンク塗装のカラーもこの時代には特異なもので、単純な赤ではなくサンシャインレッドという蛍光色が使用されている。しかも、テストライダーが「太陽光の反射が眩しい」と指摘したので、上面部分につや消し黒の太いストライプが入れられ、ゴールドのピンストライプで縁取っている(この赤/黒のコンビネーションカラーは、後のHondaのオフロード車の定番になった)。
余談だが、当時の「少年マガジン」の巻頭カラーグラビアで紹介されたRC335Cに憧れて研究所に入社したというベテラン社員もいたため、「カラーリングの鮮やかさはこんな感じじゃない」という彼らの意見も聞きながらカラーを調整していったが、当時の雑誌印刷では蛍光カラーの再現レベルが低く、実車を見ていない者には今回採用したサンシャインレッドに違和感があったようである。復元・復刻の作業では、このような先入観を徹底的に排除することもまた重要だった。
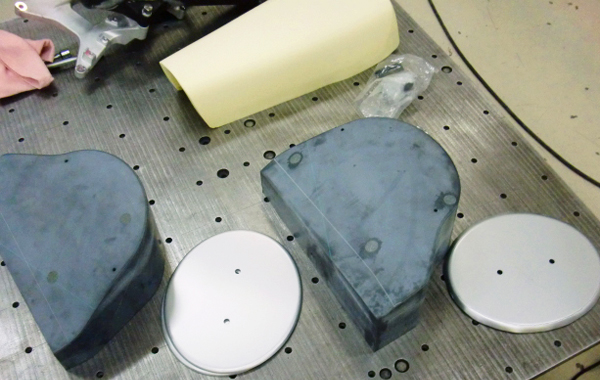
プラニウム製のゼッケンプレートと、サイドカバーの素形型。上に見えるベージュの型はシート型。

仕上がったシートの底板。折曲げのキツい部分などには亀裂が生じている。

リムに貼られていた製造元のシールも、当時のデザインや印刷を再現している
エンジニア紹介

シャシー担当/久保山裕嗣

クレイ担当モデラー/鈴木浩平

板金・燃料タンク担当/山崎慎悟
板金・プラニウム部品担当/池田諒麻
板金・チャンバー担当/舟山啓介
素形型担当/竹野翔太